Hardinge哈挺精密机械(嘉兴)有限公司生产的GX710PLUS数控加工中心,结构紧凑,功能强劲,配置日本FANUC0iMFPlus数控系统,可控制最多5轴4轴联动,以及性能价格比卓越的βiSVSP-B系列高精度一体型伺服放大器,与βi-B系列交流伺服电机,运行速度快,加工精度高,适合各类机械加工场合。
但是较多用户选购该款设备时,大部分都是按照标准配置订购,其电子手轮为面板式,没有注意可选配悬挂式电子手轮。当使用时才发现操作十分不便,只得另外加装外置手持式电子手轮。
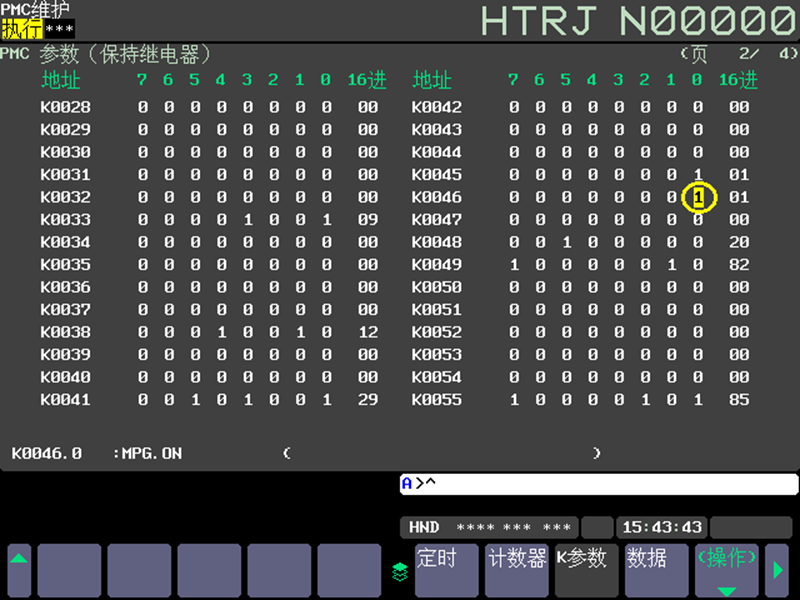
查阅随机说明书以及电路图、PMC梯形图,其电子手轮电路和PMC逻辑控制是按照德国EUCHNER(安士能)HBA-113086手持操作单元设计的,轴选择和倍率为格雷码信号方式,可购买相同信号方式的电子手轮,按照电路图施工安装,并设置=1,外置手轮功能有效,就可以正常使用电子手轮了。
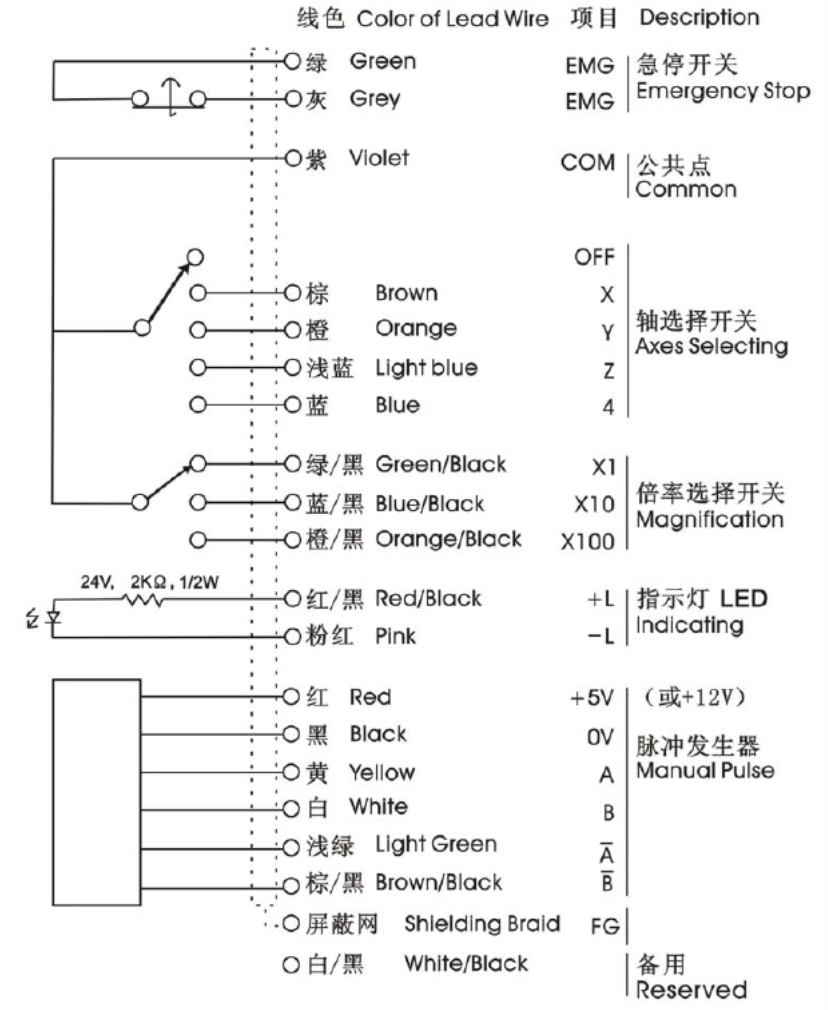
安士能手持单元接线图:
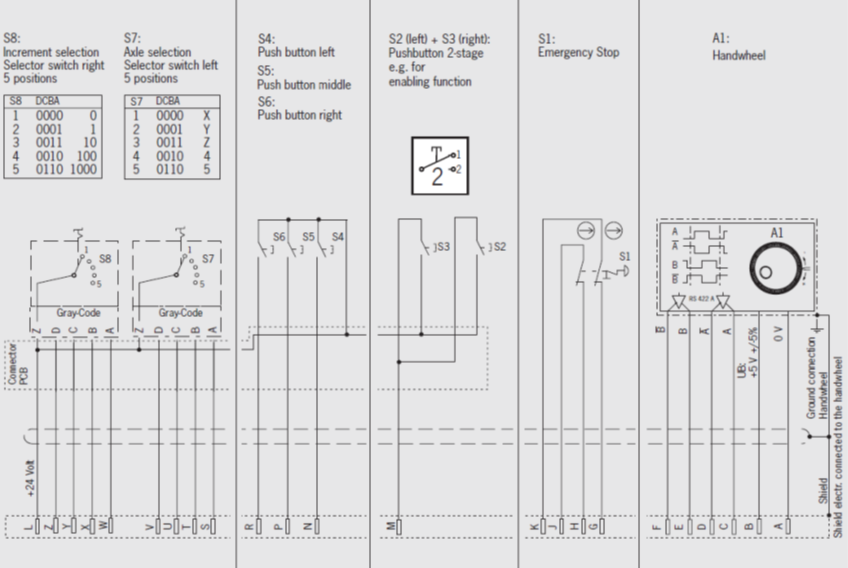

HBA-113086手持操作单元基本数据:
手摇脉冲发生器:100脉冲/转,A/B相
手轮电源:5VDC±5%
轴选开关5档:X、Y、Z、4、5,格雷码,定位角22.5°
倍率开关4档:×1、×10、×100、×1000,格雷码,定位角22.5°
由于EUCHNER(安士能)悬挂式电子手轮价格十分昂贵,通常选购国产比较便宜的电子手轮,这些电子手轮属于普及型,只是做工和手感相对差一些,功能一模一样,在使用上没有区别,完全可以替代进口产品。
国产手持操作单元基本数据:
手摇脉冲发生器:100脉冲/转,A/B相
手轮电源:5VDC±5%
轴选开关4档:X、Y、Z、4,机械式波段开关
倍率开关3档:×1、×10、×100,机械式波段开关
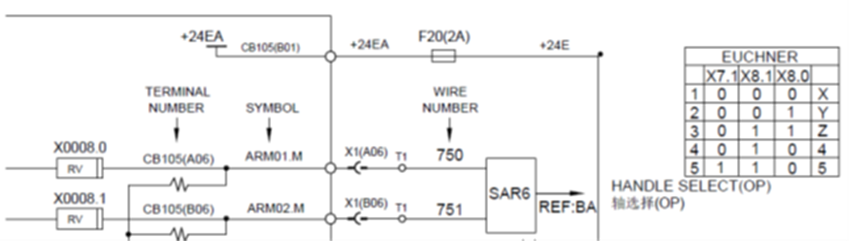
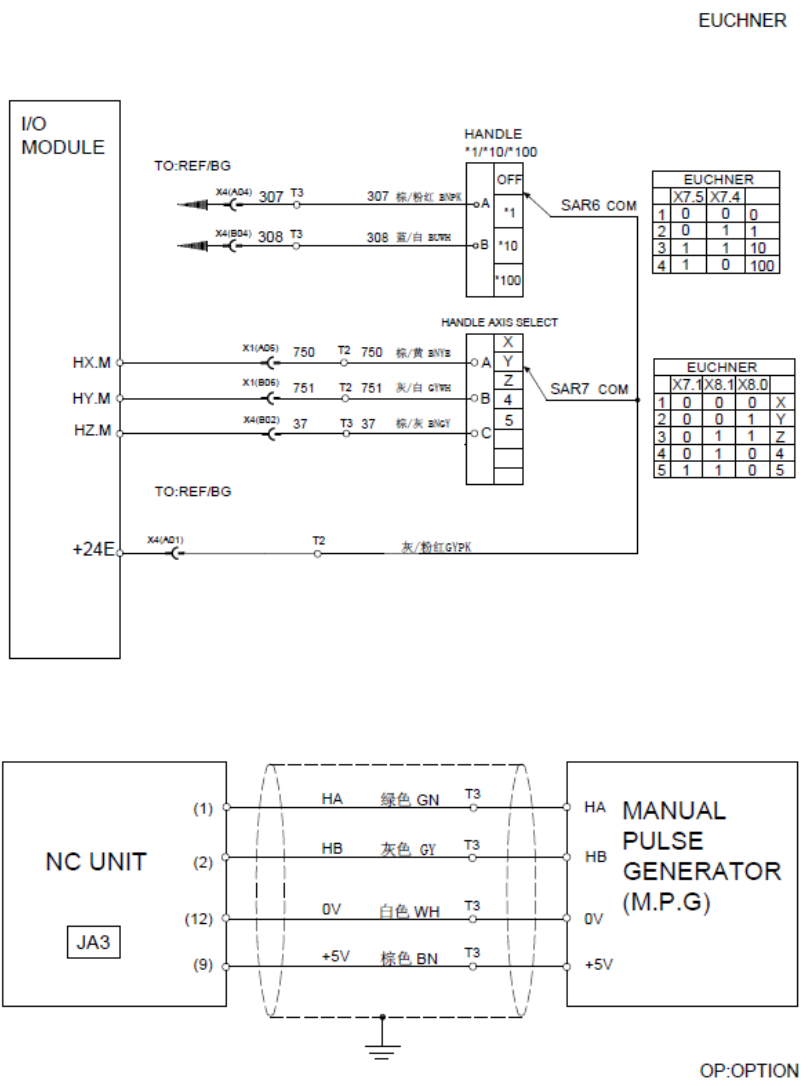
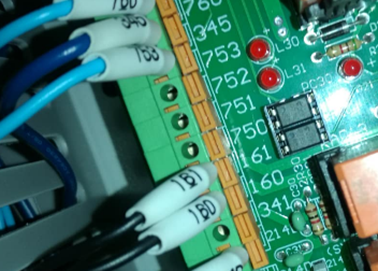
将手持单元电缆与机床按接线表连接:
手持单元
GX710PLUS
信号名称
颜色
线号
PMC地址
接口
手摇
脉冲发生器
+5VDC
红
+5V
I/O单元
JA3
0V
黑
0V
A
黄
A
B
白
B
COM
COM
紫
+24E
继电器板
T2端子
轴选择
X
棕
750
Y
橙
751
Z
浅蓝
37
操作面板T3端子
4
蓝
倍率
×1
绿/黑
307
操作面板
T3端子
×10
蓝/黑
308
×100
橙/黑
323
FG
屏蔽
0V

操作面板T3端子
继电器板T2端子
由于GX710Plus加工中心是为配置安士能手持单元设计控制逻辑PMC,倍率和轴选择信号均采用了格雷码输出方式,现使用机械式波段开关的手轮与机床连接,还是按照接线表核对接线正确无误后开机,设置参数=1,外置手轮有效。
经过试用,选择X/Y轴,倍率正常,但Z轴不能选择。
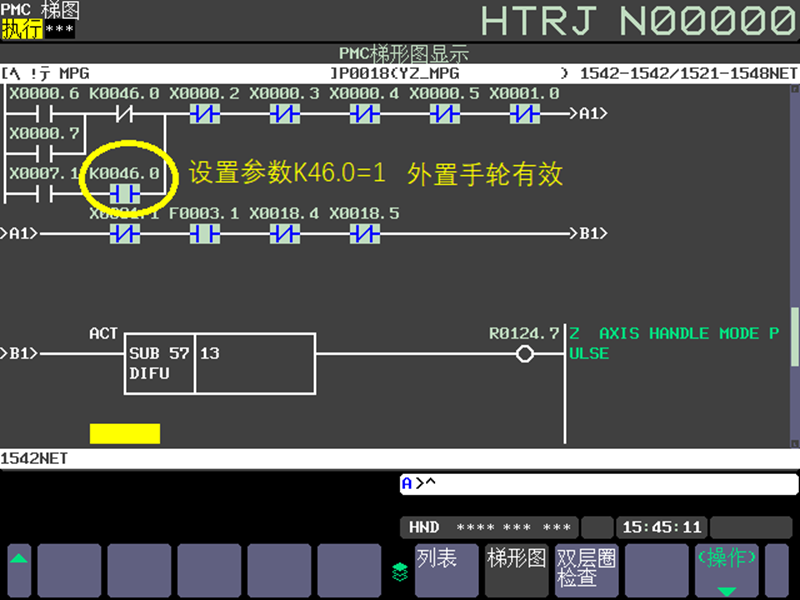
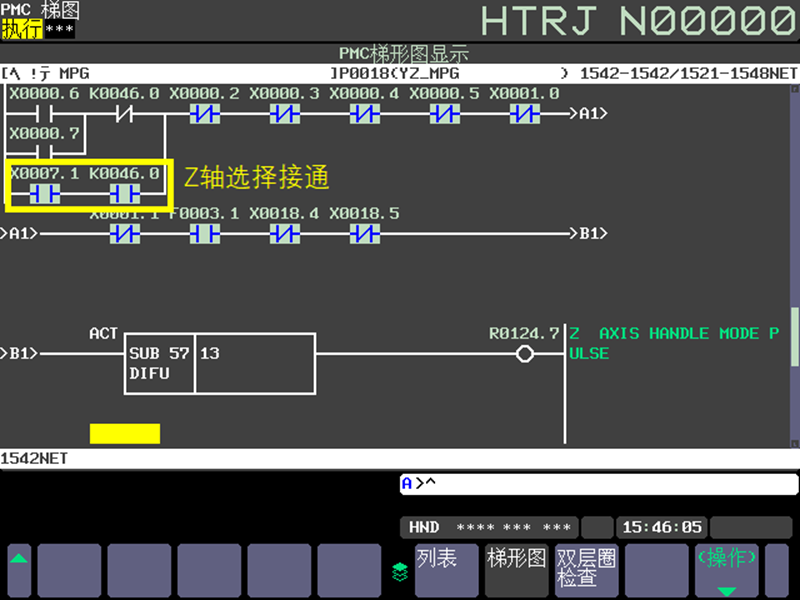
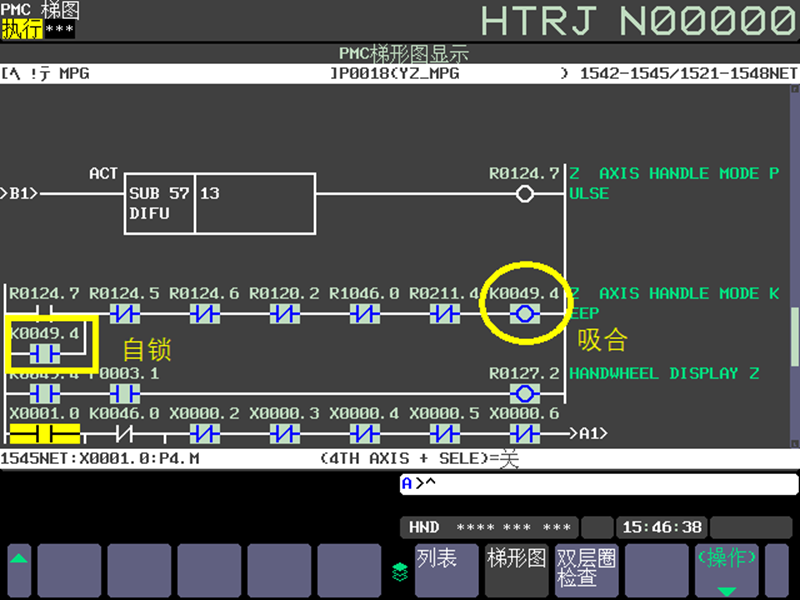
在系统中打开PMC梯形图,搜索Z轴选择地址,发现该地址实际控制了Z轴、第4轴、第5轴,当=1时,Z轴脉冲瞬时接通,Z轴保持线圈瞬时接通后断开,不能自锁。分析发现,当=1时,4轴脉冲、5轴脉冲均瞬时接通,这两个信号的常闭点又串接在Z轴保持继电器回路,造成无法自锁。
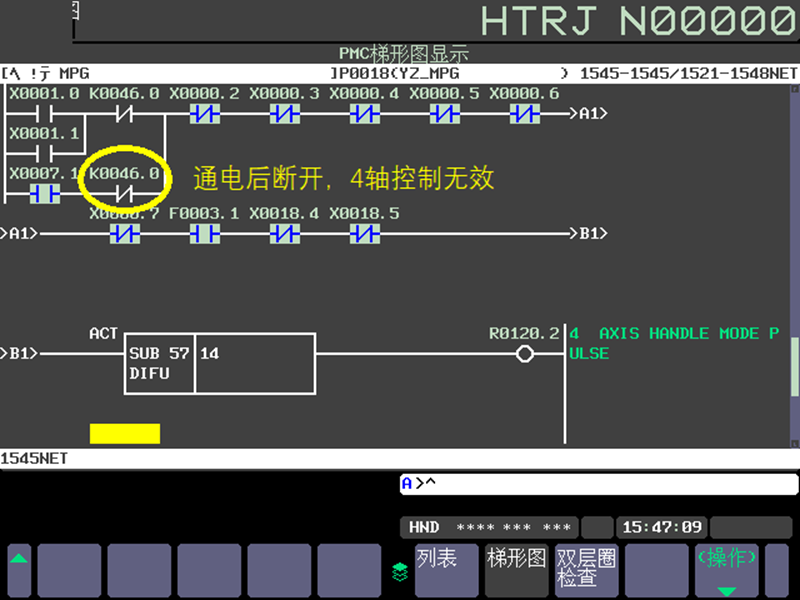
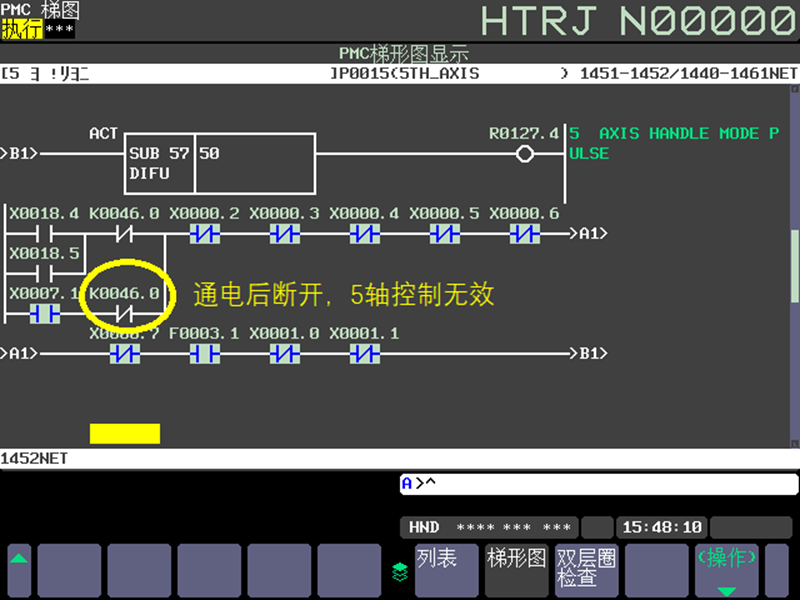
找到原因后,在电脑中用FANUCLADDER-III软件把PMC中第4轴、第5轴的控制信号地址后面串接的常开点改为常闭点,当参数=1时,第4轴、第5轴的常闭点断开,不需要第4、第5轴控制。
把修改好的PMC文件另存为存储卡格式,导入数控系统,这样电子手轮Z轴选择就能正常使用了。
选用机械式波段开关的悬挂式电子手轮,第4、第5轴控制就用不了,该机床没有设计相应电路。当需要追加第4、第5轴时,只能使用轴选择和倍率输出信号是格雷码的电子手轮,恢复改动的地址就可以正常使用了。
修改后的截图如下:
哈廷ELITE65ULTRA车削中心伺服刀架维修实例